



















Chapter 7: Appendix 53 of 60
recommended) and it will not cause any error in the displayed measurement. Another more
common procedure would be if an operator intermittently adds a processing agent to the
extruder by dumping it directly into the weigh hopper. This will not cause any error due to
the measurement algorithm that was previously mentioned.
Max Allowed WTP/RPM
If a lbs/hr per RPM value is every calculated above this setting then the GH will ignore the
sample. This is to prevent an operator from draining a hopper while running and causing an
erroneous, but consistent measurement. The flow through an open drain tube is very
consistent and would cause the extruder to respond by speeding up unless this value is setup.
By default this is disabled and must be configured by a knowledgeable service person. After
running for some time you can go to the WTP/RPM Calibration page and observe the average
WTP/RPM factor. You can then set this value above that by 200-300 % to eliminate the error
caused by draining the hopper while running.
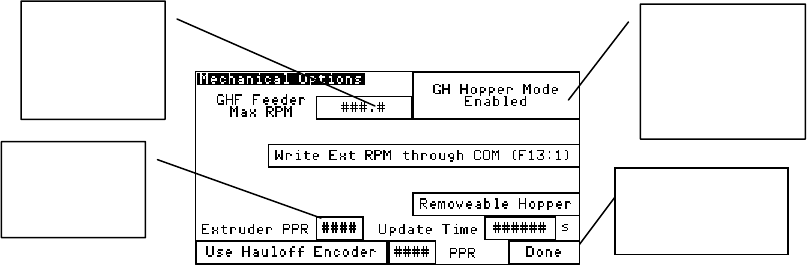
Figure 71: Typical Mechanical Options Screen
Mechanical Options Screen
For a GH-M and GH Full Control Systems the “GH Hopper Mode” should always be
enabled. If the system is a GH-F gravimetric feeder then this should be set to “GH Feeder
Mode”.
The mechanical options screen also allows the user to set the method of obtaining the
extruder’s RPM. This setting should also be factory set.
If the optional Ethernet module is purchased, the unit should be set to “Write Ext RPM
through COM (F13:1).
If the extruder’s RPM is being measured with the supplied proximity switch the unit should
be set to “Measure Ext RPM with Prox”. If the mechanical device to measure the extruder’s
speed presents more than one pulse per revolution, this value may be changed on the
“Mechanical Options” page also. Simply input the number of pulses per revolution in the
“Extruder PPR” field.
The hauloff encoder setting is only used on GH Full Control Systems.
The “GHF feeder max RPM” setting should only be set if the system is a GH-F gravimetric
feeder. Set this value to the maximum RPM of the feeder itself. The AC drives double the
maximum speed of the motor. Each motor can then run 3600 RPM. To calculate this setting
divide by the gearbox setting (i.e. 10:1 would be 360).
Go back to
Engineering Only
Directory
Should be factory
set to “GH
Hopper Mode”
unless system is a
GH-F
Used to change
the pulses per
revolution of
the extrude
r
Max speed of
GH-F
Gravimetric
Feeder (GH-F
Onl
y)