



















FX Series Programmable Controllers STL Programming 3
3-17
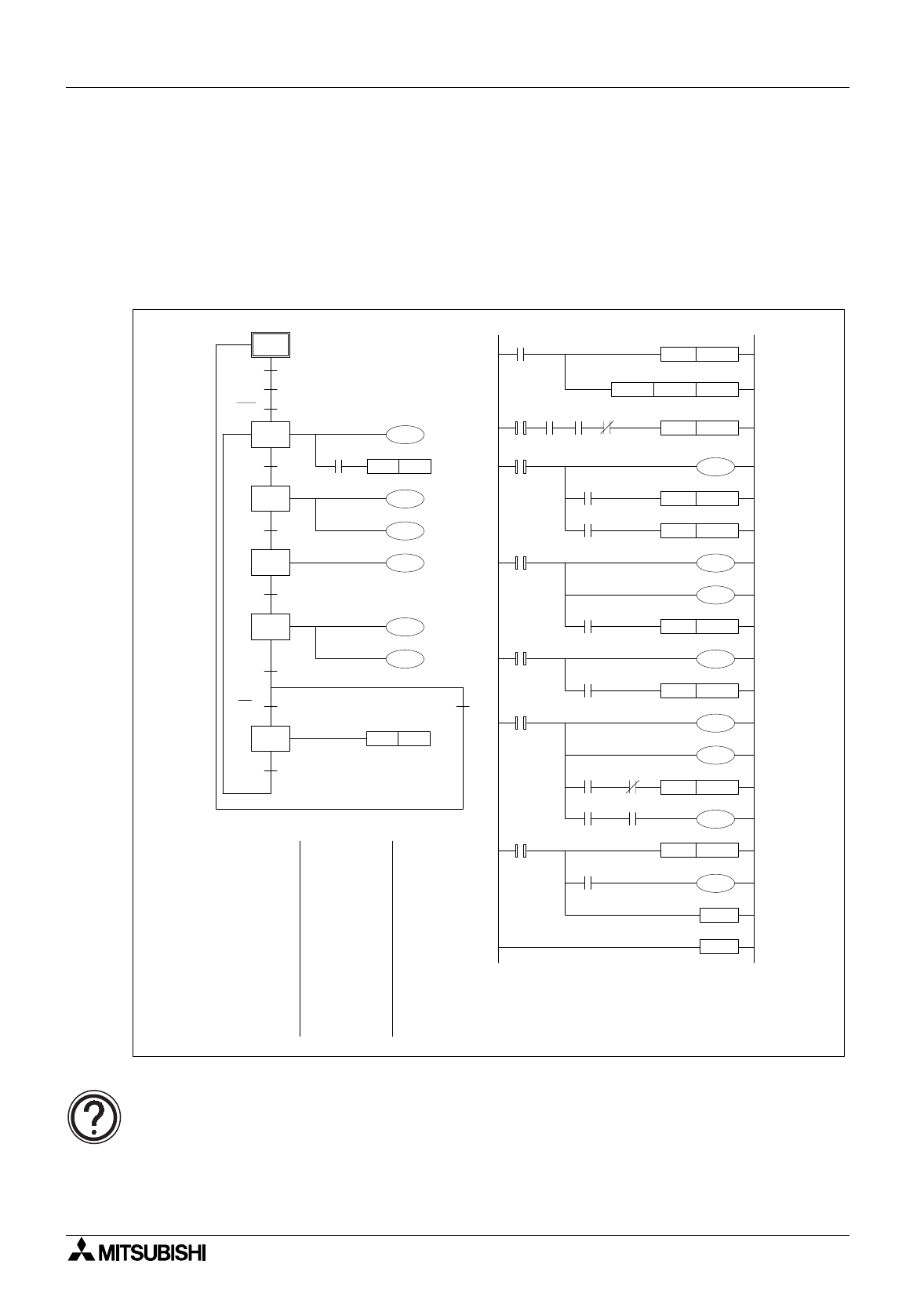
Once at the dischar
g
e point the truck opens its bottom doors (Y13). After a timed duration in
which the truck empties its contents, the pro
g
ram checks to see if the repeat mode was
selected on the last c
y
cle, i.e. M2 is reset. If M2 was reset (in state S21) the pro
g
ram ‘
j
umps’ to
step S21 and the ore truck is returned for immediate refillin
g
. If M2 is not reset, i.e. it is active,
the pro
g
ram c
y
cles back to STL state S0 where the ore truck will wait until the start push
button is
g
iven.
This is a simple pro
g
ram and is b
y
no means complete but it identifies the wa
y
a series of tasks
have been mapped to an STL flow.
Y10
X1
Y11
X0
T1
Y12
X2
ZRST
S 25
STL
SET S 21
S 21
Y10
RST M 2
X0
STL
S 22
Y11
SET S 23
T1
SET S 22
STL
S 23
Y12
SET S 24
X2
X1
STL
S 24
Y13
T2
M2
STL
S 25
RET
END
STL
S 0
X2X0 Y13
T1
K70
T2
K50
M2
T2
SET S 25
M2
SET M 2
SET S 0
M8002
S 21
S 0
RST
M2
X0
X2
Y13
T1
K70
Y13
T2
K50
M2 M2
SET
M2
M2
2
50
2
2
25
2
2
0
25
2
2
21
OUT
K
LD
ANI
SET
LD
AND
OUT
STL
SET
LD
OUT
RET
END
T
T
M
S
T
M
S
S
M
M
S
1
22
22
11
1
70
1
23
23
12
2
24
24
13
X
S
S
Y
T
T
S
S
Y
X
S
S
Y
LD
SET
STL
OUT
OUT
K
LD
SET
STL
OUT
LD
SET
STL
OUT
8002
0
21
40
25
0
0
2
13
21
21
10
0
2
M
S
S
S
S
X
X
Y
S
S
Y
X
M
LD
SET
ZRST
STL
LD
ANI
AND
SET
STL
OUT
LD
RST
S 21
S 22
S 23
S 24
S 25
T2
S 0
S 21
Identification of normally closed contacts
This example has used the line convention to identif
y
normall
y
closed contacts, for further
variations and different methods used to perform this task please see the information note
pa
g
e 3-3.