



















7 - 13
MDS-D/DH Series Specifications Manual
7-2 Selection of the spindle motor
7-2 Selection of the spindle motor
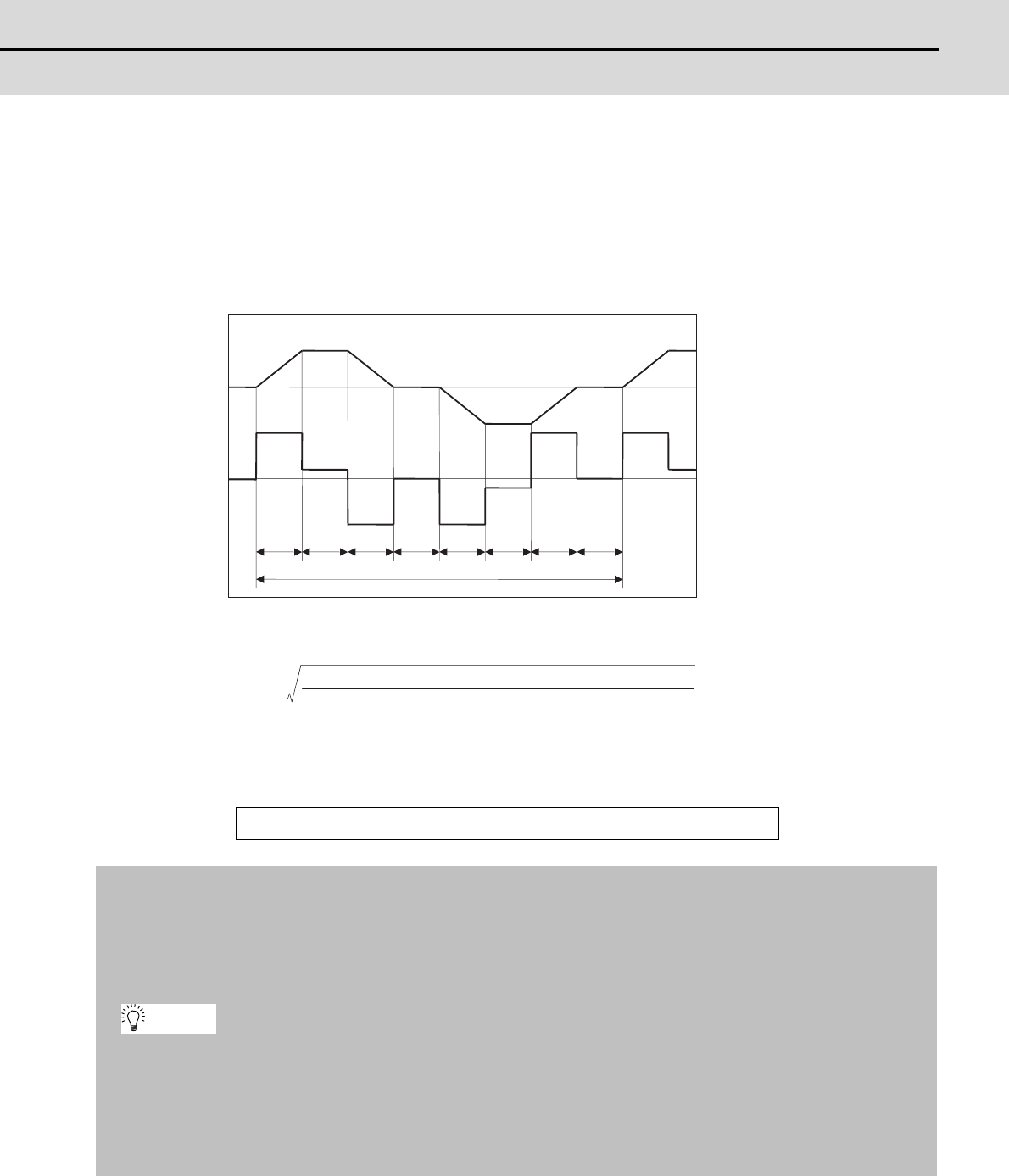
(1) Calculation of average output for spindle
In the machine which carries out the spindle’s acceleration/deceleration frequently (example: tapping
center), short-time rating is frequently used, and a rise in temperature become significant on the spindle
motor or drive unit. Thus, calculate the average output (P
AV
) from one cycle operation pattern and confirm
that the calculated value is less than the continuous rating output of the selected spindle motor.
Continuous operation pattern (example)
P1 to P8 :Output
t1 to t8 :Time
t0 :One cycle operation time
1. Calculate acceleration/deceleration time by the accurate load inertia because even if the rotation
speed is the same, acceleration/deceleration time varies with a tool or workpiece mounted to the
spindle.
Refer to the section "Adjusting the acceleration/deceleration operation" (1) in Instruction Manual.
2. Calculation method of synchronous tapping
The acceleration/deceleration number of times is twice, for forward run and reverse run are carried
out in one machining. The output guideline is 50% of the short-time rating. The time is tapping time
constant.
3. Calculation method of spindle synchronization
The output guideline is 70% of the short-time rating. The time is spindle synchronization time
constant.
0
0
P3
P2
t1 t2 t3 t4
t0
P1
P4
P5
P6
P7
P8
t5 t6 t7 t8
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
Motor
torque
Motor
speed
Time
Output during
acceleration/deceleration(kw)
Short-time rating ×1.2
Accelera-
tion
Accelera-
tion
Decelera-
tion
Decelera-
tion
Cutting
Cutting
Stop
Stop
PAV =
P1
2
·t
1+P2
2
·t2
+P3
2
·t3
+P4
2
·t4
+P5
2
·t5
+P6
2
·t6
+P7
2
·t7
+P8
2
·t8
t0
Continuous rated output One cycle operation pattern average output (P
AV
)
POINT