



















6 - 64
MELSEC-
A
6 SEQUENCE PROGRAM USED FOR POSITIONING CONTROL
6.6.5 Stop program
The axis stop signal [RY(n+1)3, RY(n+1)4] or a stop signal from an external source is
used to stop the control. Create a program to turn the axis stop signal [RY(n+1)3,
RY(n+1)4] ON as the stop program.
The process for stopping control is explained below.
Each control is stopped in the following cases.
(a) When each control is completed normally.
(b) When the drive unit READY signal is turned OFF.
(c) When the CC-Link data link stops.
(d) When Initial data setting request (RY(n+7)9) turns ON and Remote station READY
(RX(n+7)B) turns OFF.
(e) When an error occurs D75P2.
(f) When control is intentionally stopped (Stop signal from master module turned ON,
stop from peripheral device, etc.)
The stop process for the above cases is shown below. (Excluding (a) when the
operation stops normally.)
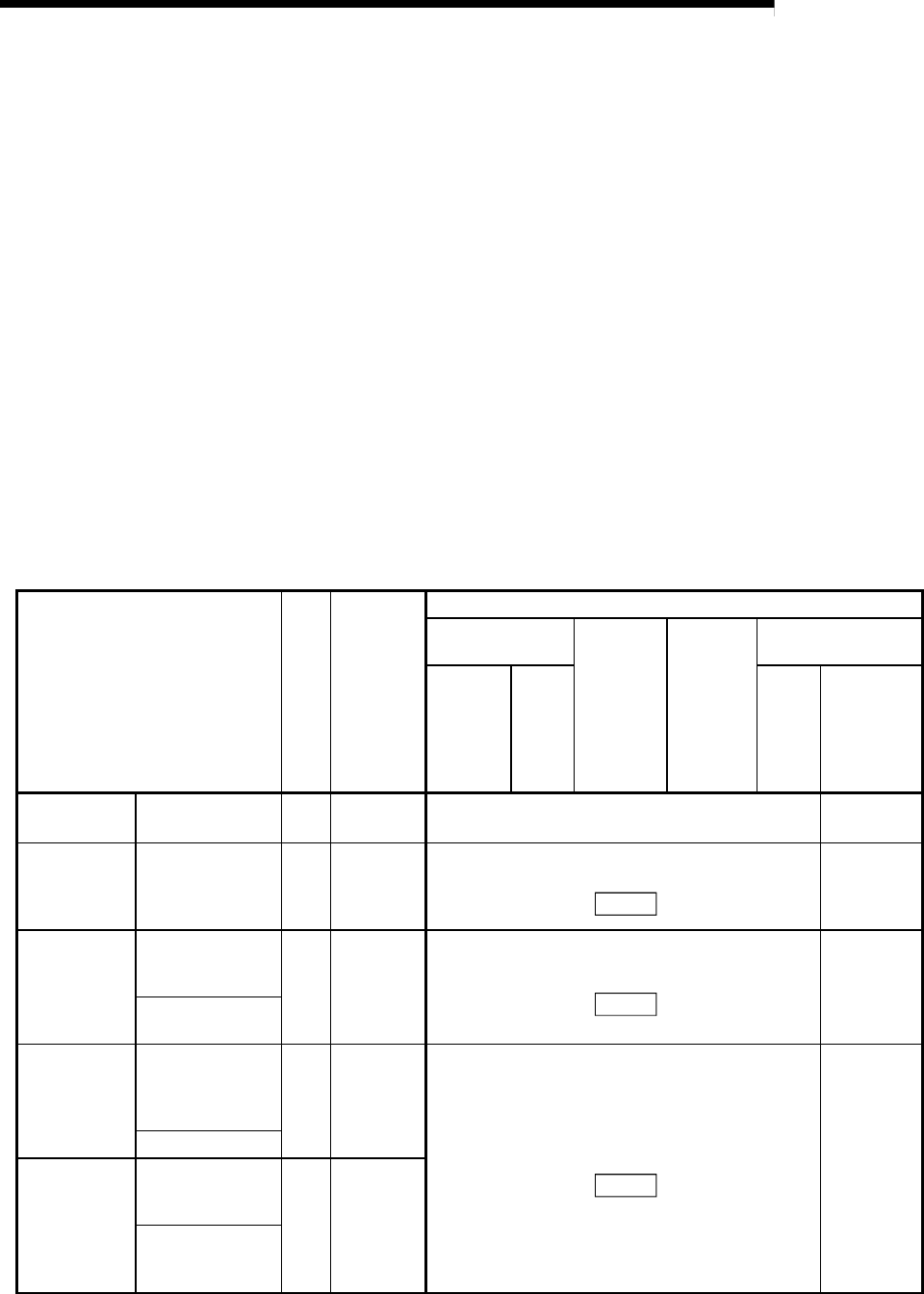
(1) Stop process
Stop cause
Stop
axis
Axis
operation
status
(RWrn+7,
RWrn+15)
after
stopping
Stop process
Zero point return
control
Main
positioning
control
Advanced
positioning
control
Manual control
Machine
zero point
return
control
High-
speed
zero
point
return
control
JOG
opera-
tion
Manual
pulse
generator
operation
Forced stop
Drive
unit READY
signal OFF
Each
axis
During
error
Immediate stop
Immediate
stop
Fatal stop
(Stop group 1)
Hardware stroke
limit upper/lower
limit error
occurrence
Each
axis
During
error
Deceleration stop/sudden stop
(Select with
Pr.38
)
Deceleration
stop
Emergency
stop
(Stop group 2)
Remote station
READY signal
OFF
All
axes
During
error
Deceleration stop/sudden stop
(Select with
Pr.39
)
Deceleration
stop
"Stop" input from
external device
Relatively safe
stop
(Stop group 3)
Axis error
detection (Error
other than stop
group 1 or 2)
Each
axis
During
error
Deceleration stop/sudden stop
(Select with
Pr.40
)
Deceleration
stop
Error in test mode
Intentional
stop (Stop
group 3)
"Stop signal" ON
from external
source
Each
axis
When
stopped
(While
waiting)
"Axis stop signal"
ON from PLC
CPU