



















9 - 31
MELSEC-
A
9 MAIN POSITIONING CONTROL
9.2.5 2-axis fixed-dimension feed control (interpolation)
In "2-axis fixed-dimension feed control" (" Da.2 Control method" = fixed-dimension
feed 2), two motors are used to carry out fixed-dimension feed control in a linear path
while carrying out interpolation for the axis directions set in each axis.
In fixed-dimension feed control, the remainder less than the control accuracy is
rounded down to make the pulse output amounts the same for the movement amounts
designed in the positioning data.
(The remainder less than the control accuracy does not affect normal control.)
(Refer to section "9.1.6 Interpolation control" for details on interpolation control.)
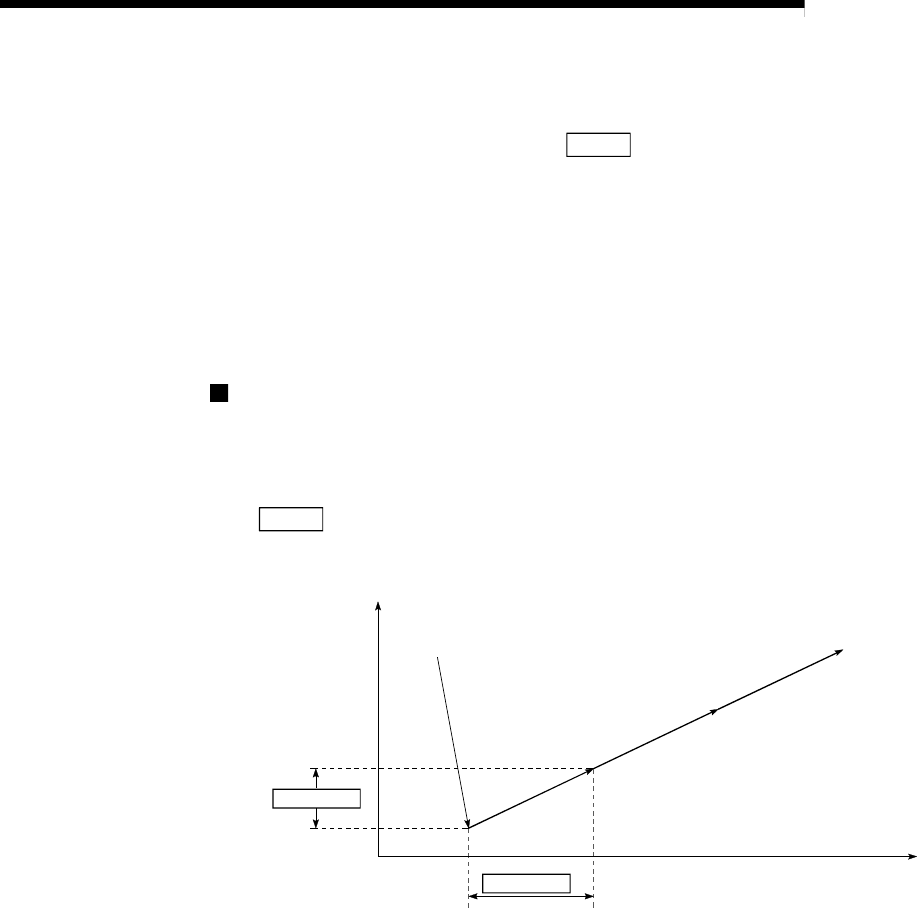
Operation chart
In increment system 2-axis fixed-dimension feed control, the addresses (Current
feed value (RWrn + 0 to 1, RWrn + 8 to 9) ) of the current stop position (start
addresses) of both axes are set to "0". Linear interpolation positioning is then
carried out from that position to a position at the end of the movement amount set
in "
Da.5
Positioning address/movement amount". The movement direction is
determined by the sign of the movement amount.
"Current feed value (RWrn+0 to 1, RWrn+8 to 9)"
of each axis is set to "0" at the positioning start
(0,0)
(0,0)
(0,0)
X axis
Y axis
Designated movement
amount
Designated movement
amount