



















Appendix - 40
MELSEC-
A
APPENDICES
POSITION CONTROL
This is mainly the control of position and
dimension, such as in fixed-dimension feed,
positioning, numerical control, etc. This is
always controlled with feed pulses. There is
also speed control.
Drive units may differ, even when the same
motor is used.
POSITION DETECTION MODULE
This is an abridged version of positioning.
There are two types on MELSEC, the A61LS
and A62LS. This module has positioning and
limit switch functions, and can use a total of 16
channels. The following drawing shows an
example for 5 channels. A resolver is used in
the positioning detection.
ON
ON
ON ON
ON
ON
0 4095
Limit switch LS1
Positioning High speed
Positioning Low speed
Limit switch LS3
Limit switch LS2
POSITION LOOP GAIN
This is the ratio of the deviation counter droop
pulse count to the command pulse frequency.
Position
loop gain
=
Command pulse frequency
(1/s)
Droop pulse count
The position loop gain can be set with the
drive unit. Raise the gain to improve the
stopping accuracy. However, overshooting will
occur if the position loop gain is raised too far,
and the operation will become unstable.
If the position loop gain is lowered too far, the
machine will stop more smoothly but the
stopping error will increase.
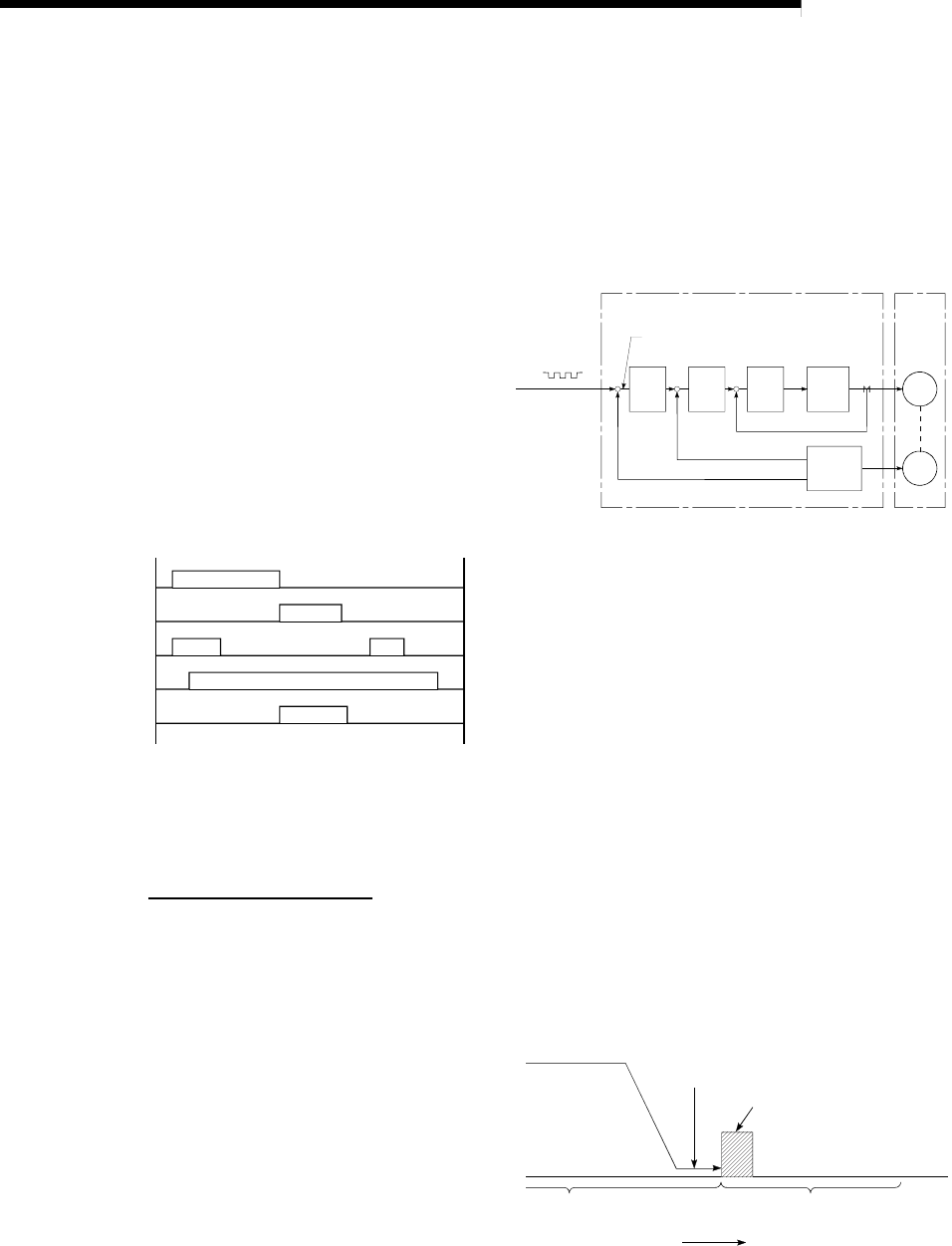
POSITION LOOP MODE
This is one servo control mode used in
positioning. It is a mode for carrying out
position control. The other servo control
modes are the speed loop mode for carrying
out speed control, and the torque loop mode
for carrying out torque control (current control).
M
PLG
Servo amplifier Servomoto
r
Pulse train
Droop pulses
Posi-
tion
control
Speed
control
Cur-
rent
control
Inverter
Current feedback
Speed feedback
Position feedback
Interface
POSITIONING
Accurately moving the machine from a point to
a determined point. The distance, direction,
speed, etc., for that movement are designated
by the user. Positioning is used in operations
such as cutting sheets, drilling holes in plates,
mounting parts on a PCB, and welding.
Positioning is also used with robots.
POSITIONING COMPLETE SIGNAL
This is a signal that occurs when the
positioning is complete. A timer set beforehand
starts when this signal is output, and the
machine movement stops for that time.
The purpose of this signal is to start a different
type of work.
The machine will not move to the next
positioning while this signal is ON.
Dwell time
Positioning complete
signal
Positioning Different type of work
Time