



















Appendix - 37
MELSEC-
A
APPENDICES
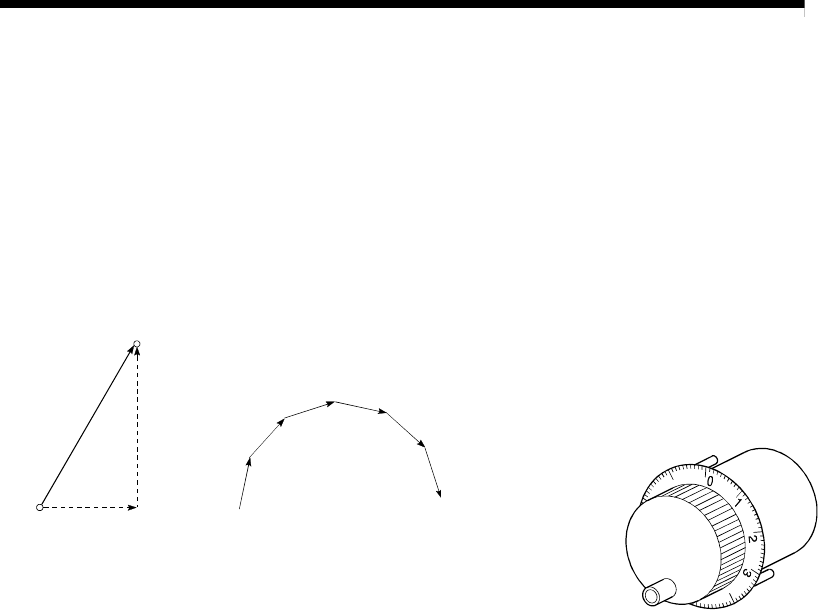
LINEAR INTERPOLATION
This automatic operation simultaneously
operates the latitudinal (X) feed and
longitudinal (Y) feed motors to move the
machine in a diagonal line when positioning.
Linear interpolation combining axis 1 and axis
2 is possible with the D75P2, but the same
positioning data Nos. must be used. Refer to
the term "INTERPOLATION OPERATION".
No.9
No.8
No.1
2
3
4
5
6
7
Longitudinal
feed
Latitudinal feed
LOW-INERTIA MOTOR
This is a motor used when frequent
acceleration/deceleration is repeated. Low-
inertia motors are longitudinally longer, to
decrease the rotor diameter and cover the
torque. This enables their inertia moment to be
reduced up to 1/3 that of standard motors. The
ideal load inertia ratio is 1 or less.
M CODE (Machine Code)
These are auxiliary functions that interlock with
the positioning operation to replace drills,
tighten and loosen clamps, raise and lower
welding electrodes, display various data, etc.
Either of two modes can be entered when the
machine code turns ON: AFTER or WITH.
The machine does not move to the next
positioning when the machine code is ON. M
codes are turned OFF by the PLC program.
Code Nos. from 1 to 32767 assigned by the
user and used (1: Clamp, 2: Loosen, etc.).
Comments can be written after 50 of the M
codes, and they can be monitored using a
peripheral device or displayed on an external
display. Refer to "AFTER MODE" and "WITH
MODE".
MACHINE FEED VALUE
The zero point address at the completion of
the machine zero point return is stored.
The current position of the machine
coordinates determined by a machine having
the zero point address as a reference.
Even if the current value is changed, this value
will not change.
MANUAL PULSE GENERATOR
The handle of this device is manually rotated
to generate pulses. This device is used when
manually carrying out accurate positioning.
Made by Mitsubishi Electric Corp.
(model: MR-HDP01)
MASTER AXIS
When carrying out interpolation operations,
this is the side on which the positioning data is
executed in priority. For example, when
positioning with the X axis and Y axis, the side
with the largest movement distance will
become the master axis, and the speed will
follow that axis. The slave axis speed will be
ignored.